




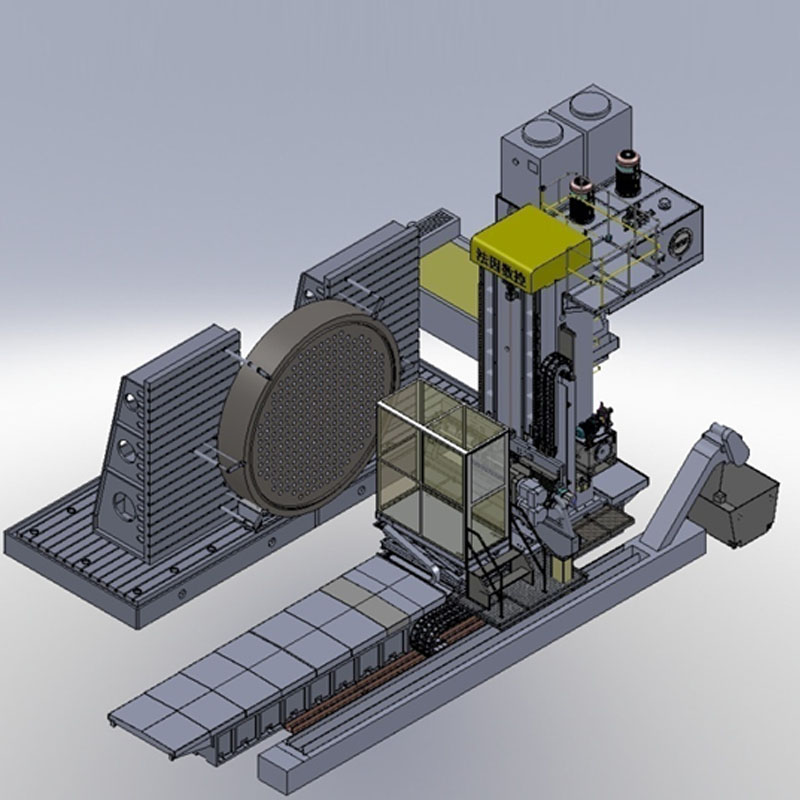

水平型デュアルスピンドルCNC深穴加工機




| アイテム | 名前 | パラメータ値 | |||||
| DD25N-2 | DD40E-2 | DD40N-2 | DD50N-2 | ||||
| チューブプレート寸法 | 最大掘削直径 | φ2500mm | Φ4000mm | φ5000mm | |||
| 掘削孔径 | BTAドリル | φ16~φ32mm | φ16~φ40mm | ||||
| 最大掘削深度 | 750mm | 800mm | 750mm | ||||
| 掘削スピンドル | 量 | 2 | |||||
| スピンドル中心距離(調整可能) | 170-220mm | ||||||
| スピンドルフロントベアリング直径 | φ65mm | ||||||
| 主軸速度 | 200~2500回転/分 | ||||||
| スピンドル可変周波数モーター電源 | 2×15kW | 2×15Kw/20.5KW | 2×15kW | ||||
| 縦方向のスライド運動 (X-軸) | 脳卒中 | 3000mm | 4000mm | 5000mm | |||
| 最大移動速度 | 4m/分 | ||||||
| サーボモーターの電力 | 4.5kW | 4.4kW | 4.5kW | ||||
| 柱の垂直スライド動作 (Y軸) | 脳卒中 | 2500mm | 2000mm | 2500mm | |||
| 最大移動速度 | 4m/分 | ||||||
| サーボモーターの電力 | 4.5KW | 7.7kW | 4.5KW | ||||
| ダブルの動き 主軸送りスライド (Z軸) | 脳卒中 | 2500mm | 2000mm | 900mm | |||
| 送り速度 | 0~4m/分 | ||||||
| サーボモーターの電力 | 2KW | 2.6kW | 2.0KW | ||||
| 油圧システム | 油圧ポンプの圧力/流量 | 2.5~5MPa、25L/分 | |||||
| 油圧ポンプのモーター出力 | 3kW | ||||||
| 冷却システム | 冷却タンク容量 | 3000L | |||||
| 産業用冷蔵庫の電力 | 28.7kW | 2*22kW | 2*22kW | 2*14kW | |||
| E電気システム | CNCシステム | ファゴール8055 | シーメンス828D | ファゴール8055 | ファゴール8055 | ||
| 数CNC軸 | 5 | 3 | 5 | ||||
| モーターの総出力 | 約112KW | について125kW | 約112KW | ||||
| 機械寸法 | 長さ × 幅 × 高さ | 約13×8.2×6.2m | 13*8.2*6.2 | 14×7×6メートル | 15×8.2×6.2m | ||
| 機械重量 | 約75トンオンス | について70トン | 約75トンオンス | 約75トンオンス | |||
| 正確さ | X軸の位置決め精度 | 0.04mm/全長 | 0.06mm/全長 | 0.10mm/全長 | |||
| X軸繰り返し位置決め精度 | 0.02mm | 0.03mm | 0.05mm | ||||
| 位置決め精度Y-軸 | 0.03mm/全長 | 0.06mm/全長 | 0.08mm/全長 | ||||
| Y軸繰り返し位置決め精度 | 0.02mm | 0.03mm | 0.04mm | ||||
| 穴の許容差s間隔 | At 掘削ツール入口 Fエース | ±0.06mm | ±0.10mm | ±0.10mm | |||
| At ドリルingツール 面のエクスポート | ±0.5mm/750mm | ±0.3~0.8mm/800mm | ±0.3~0.8mm/800mm | ±0.4nn750mm | |||
| 穴の真円度 | 0.02mm | ||||||
| 穴寸法正確さ | IT9~IT10 | ||||||
1. 本機は水平深穴加工機に属します。鋳造ベッドの精度は安定しており、その上に縦方向スライドテーブルが設けられ、コラムを縦方向(X方向)に移動させます。コラムには垂直スライドテーブルが設けられ、スピンドル送りスライドテーブルが垂直方向(Y方向)に移動します。スピンドル送りスライドテーブルはスピンドルを駆動して送り(Z方向)移動させます。

2. 機械のX、Y、Z軸はすべてリニアローラーガイドペアによってガイドされており、非常に高い支持力と優れた動的応答性能、ギャップなし、高い動作精度を備えています。
3. 機械のワークテーブルはベッドから分離されているため、クランプされた材料はベッドの振動の影響を受けません。ワークテーブルは安定した精度を保つ鋳鉄製です。
4. 本機は2つのスピンドルを備えており、同時に稼働できます。効率は単軸機の約2倍です。
5. 本機には平チェーン式自動切粉除去装置が装備されており、掘削工具から発生した鉄粉は切粉除去コンベアを介してチェーン式切粉除去装置に送られ、自動的に切粉が除去されます。

6.機械には自動潤滑システムが装備されており、ガイドレールやネジなどの潤滑対象部品に定期的に潤滑油を供給できるため、機械の安定した動作が効果的に確保され、各部品の耐用年数が向上します。
7.機械の数値制御システムにSimens828D / FAGOR8055数値制御システムが採用されており、電子ハンドホイールが装備されているため、操作とメンテナンスが便利です。

| NO | 名前 | ブランド | 国 |
| 1 | Lリニアガイドレール | HIWIN/PMI | 台湾(中国) |
| 2 | CNCシステム | シーメンス | ドイツ |
| 3 | 遊星歯車減速機 | 頂点 | 台湾(中国) |
| 4 | 内部冷却ジョイント | デュブリン | アメリカ合衆国 |
| 5 | オイルポンプ | ジャストマーク | 台湾(中国) |
| 6 | 油圧バルブ | アトス | イタリア |
| 7 | フィードサーボモーター | パナソニック | 日本 |
| 8 | スイッチ、ボタン、インジケーターライト | シュナイダー/ABB | フランス / ドイツ |
| 9 | 自動潤滑システム | ビジュール/ヘルグ | アメリカ / 日本 |
注:上記は当社の標準サプライヤーです。特別な事情により上記サプライヤーが部品を供給できない場合は、他社の同等品質の部品に代替させていただく場合がございます。



会社概要  工場情報
工場情報  年間生産能力
年間生産能力  貿易能力
貿易能力 